设置登录密码
*密码
*确认密码
完善信息
*真实姓名
*公司名称
*您的职位
城市
*邮箱
*主营产品
*行业
企业类型
材质
功能







来源:前沿材料公众号|
发表时间:2023-03-02
点击:9887
01
用于体育休闲领域的CFRP产品制造工艺
(1)缠绕成型技术
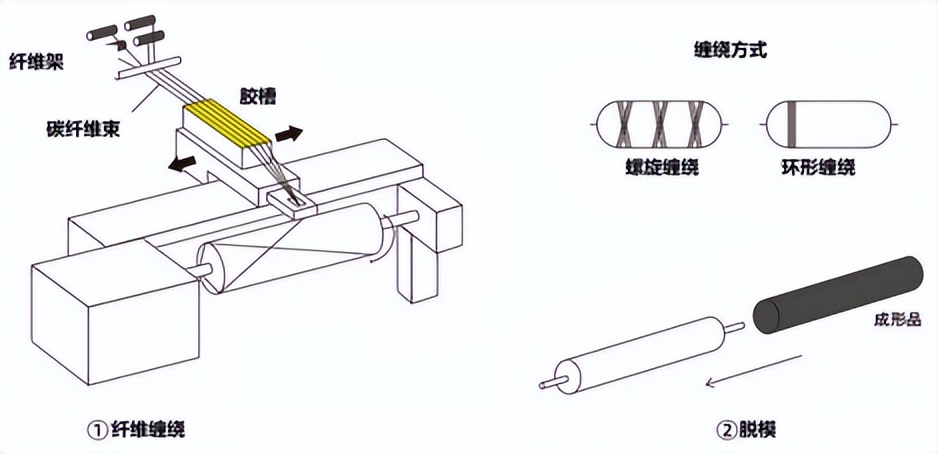
在缠绕机上,把预浸料坯均匀并规律性地缠绕到转动芯模上去,然后进行固化并除去芯模,以此获取器材。缠绕成型技术不仅适合进行简单旋转体制造,即圆柱体或者球体、圆筒形制品等,还适用于非旋转体部件制造。显著特性是就器材受力状况,根据既定规律进行纤维均匀分布安排,以此将纤维的强度全面发挥出来,从而获取轻质并且强度较大的器材。而在工艺上,可以进行连续化与机械化生产,生产周期比较短,生产效率与水平较高,劳动强度相对偏低。但是其中也存在不足,即器材固化之后,还需要进行芯模去除操作,并不适合带有凹曲表层的器材制造,此方法适用于进行高尔夫球杆与钓鱼竿制造。
图 缠绕工艺流程
(2)模压成型技术
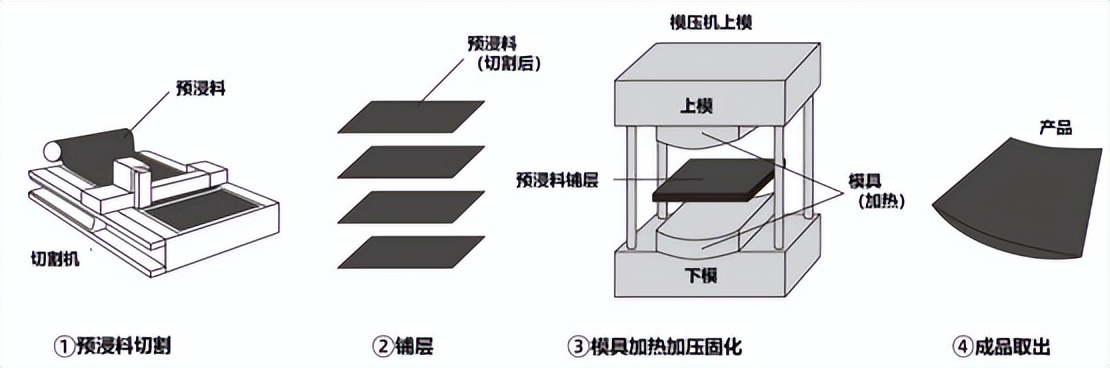
模压成型技术是基于封闭模腔内部,以加热与压力为辅助固化并制成复合材料器材的方式。模压成型时,模具主要包含阴模与阳模两大部分,其中增强材料则选择短切纤维毡、织物等等,模压成型技术的生产效率比较高,器材的尺寸标准,表层干净整洁,比较适合进行大批量、精确度与循环性要求高的体育器材制造。结构比较复杂的体育器材,可以一次性成型,不需要采取辅助加工,还可以避免对器材性能造成损伤,而且器材外观与尺寸循环性良好。但是缺陷在于模具设计制造太过繁杂,在初始投资的时候成本比较高,很容易受使用设施设备的约束。
图 模压成型工艺
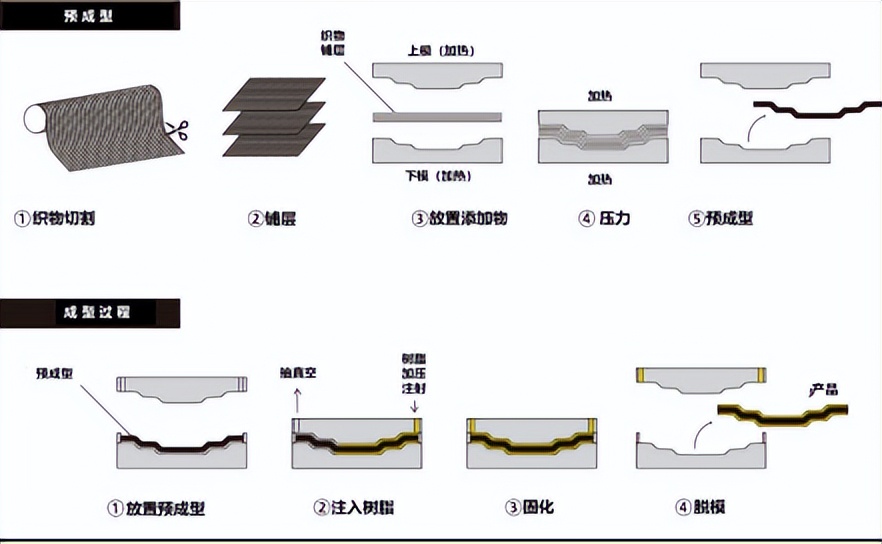
(3)RTM成型技术
RTM成型技术,就是所谓的树脂传递模塑,是复合材料经常使用的成型技术。此技术主要是把纤维与预成坯铺放到密封模腔中,通过压力作用把树脂液传输到模腔中去,浸透纤维与预成坯固化之后,脱模成型为体育器材。此成型技术的优势在于可以制造出质量较高、精确度较高、孔隙率比较低、纤维含量非常高的复合型材料器材,不需要胶衣树脂,便能够获取更加光滑的双表层。体育器材从设计到投产整个流程,耗费时间比较短,生产效率与质量高。且RTM模具与成型器材能够利用CAD完成设计,模具制造简单,材料的选择面广泛。此外,RTM成型构件与管件极易实现局部增强或者制造局部加厚的构建,带有芯材的复合材料可以一次性成型。RTM成型时,不会大量挥发,可以在一定程度上保证操作工人身体不受损害,也会造成环境污染。当下利用RTM技术主要进行自行车与划艇主体部分大批量生产。
图 RTM成型工艺
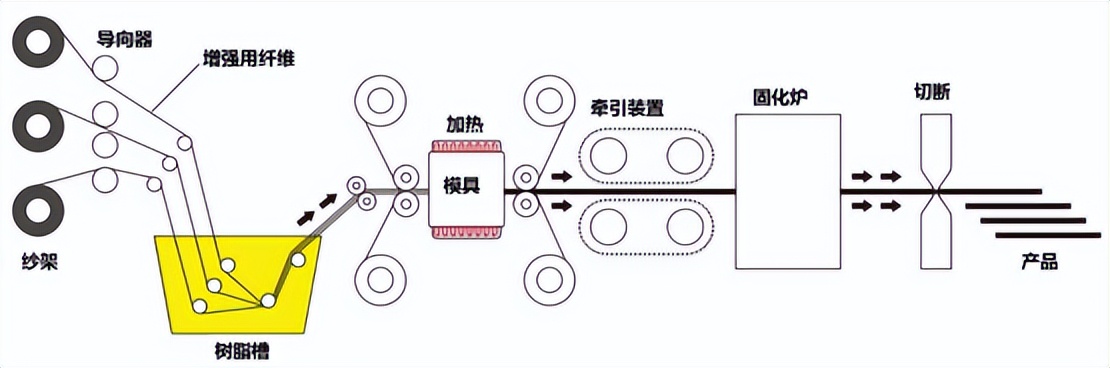
(4)拉挤成型技术
拉挤成型技术主要适用于进行碳纤维复合材料型材连续性生产。而拉挤就是纤维束或带状织物受外力牵引作用,通过浸胶、挤压成型、加热固化等,制造具备特定横截面形状与长度不受限的线型器材。其把通过浸渍之后的连续纤维基于具备截面形状的成型模具,基于模腔内实现固化成型,或者基于模腔内部凝胶与出模,然后加热实现固化成型,受牵引机械拉力的带动,能够连续牵出无限长度的型材体育器材。拉挤成型的工艺比较简单,生产效率也非常高。在进行体育器材制造的时候,增强纤维沿着轴向平行进行均匀排列,可以充分发挥其强度。而且通过纤维毡增强材料,可以制造具备向同性器材。而通过编织带能够在很大程度上提升器材横向强度。拉挤成型器材具备强度高、轻质、表层质量好等优势特性,其对各种类型体育器材而言,应用都非常理想,即弓箭、撑杆、滑雪杆等等。
图 拉挤成型工艺
02
结束语
综上所述,碳纤维复合材料在国内外的发展潜力都比较大,而且发展前景良好。到现在,碳纤维复合材料已经在体育器材市场中占据了很大比例,并形成了一定程度的认知基础。在社会进步发展的推动下,人们对体育器材的要求也不断提升,碳纤维复合材料不仅符合时代发展需要,与时俱进,而且还具备广阔的发展前景,值得大力推广与应用。
封面来源于图虫创意

“本文由新材料在线®平台入驻媒体号前沿材料公众号提供,观点仅代表作者本人,不代表本网站及新材料在线®立场,本站不对文章内容真实性、准确性等负责,尤其不对文中产品有关功能性、效果等提供担保。本站提醒读者,文章仅供学习参考,不构成任何投资及应用建议。如需转载,请联系原作者。如涉及作品内容、版权和其它问题,请与我们联系,我们将在第一时间处理!本站拥有对此声明的最终解释权。”