设置登录密码
*密码
*确认密码
完善信息
*真实姓名
*公司名称
*您的职位
城市
*邮箱
*主营产品
*行业
企业类型
材质
功能







来源:3D科学谷|
发表时间:2023-01-05
点击:4623
增材制造 (AM) 技术在过去十年中取得了
研究背景
近年来,金属增材制造 (AM) 取得了重大进展 。AM增材制造 的设计和制造自由度允许使用多种广泛使用的金属材料小批量生产组件,从而
© 3D科学谷白皮书
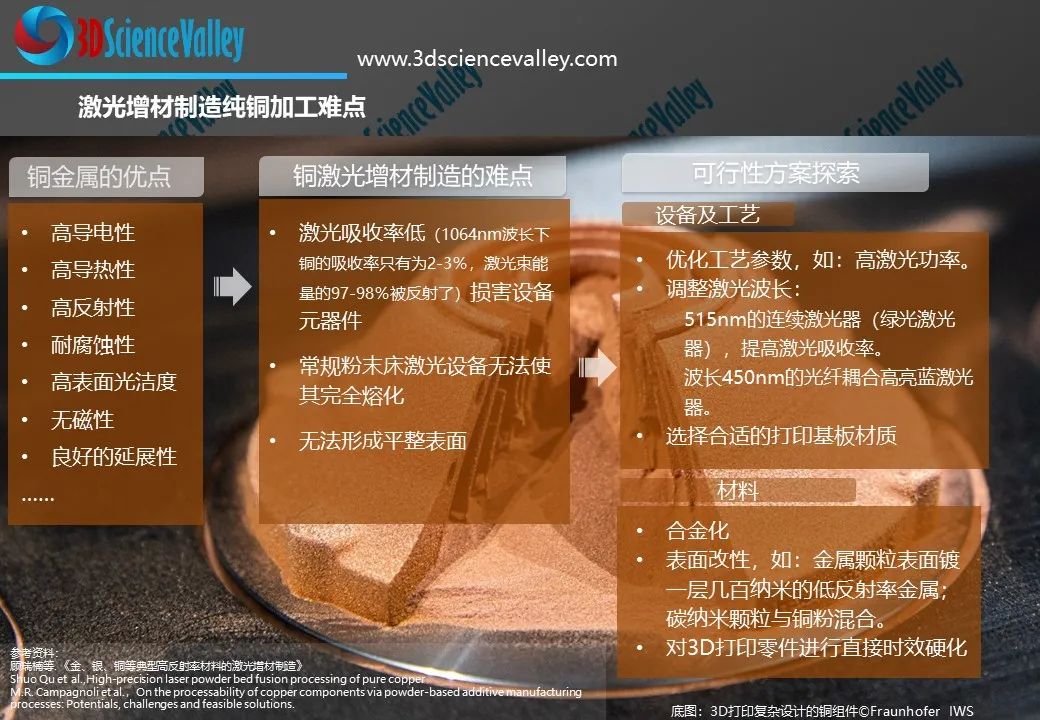
由于 Cu 出色的热性能和电性能,通过增材制造制造纯铜 (Cu) 零件对于热交换器和电气元件等各种应用具有可观的前景。
另一种常用的增材制造技术,定向能量沉积 (DED)工艺将粉末直接送入激光束形成的熔池,尚未广泛用于生产纯 Cu 结构。除了能够执行与粉末床解决方案类似的制造工艺外,DED 工艺还能够再制造和维修零件以及实现更大的构建体积。因此,利用纯铜的 DED 增材制造引起了汽车和航空航天等多个行业的兴趣。
此外,在之前将 SLM 应用于铜加工的工作中,几乎所有的 Cu 部件都是使用波长在近红外 (IR) 区域的激光制造的。在这个电磁波谱区域,很大一部分激光能量会被 Cu 反射。因此,必须使用具有非常高功率(从 0.5 千瓦到 1 千瓦)并且以几十微米的光束直径运行的激光器来提供足够的能量密度以实现熔化。材料固有反射率的大量能量损失 (~95%) 会产生大量的能量浪费。此外,据报道,必要的高功率激光器产生的高背反射会损坏光学镜上的介电涂层,从而缩短设备的使用寿命并进一步增加成本。因此,利用更短波长的新型激光器的策略,可以更有效地被 Cu 吸收,并结合允许更多制造自由度的 DED 定向能量沉积增材制造工艺,预计将引起业界的极大兴趣。
研究背景
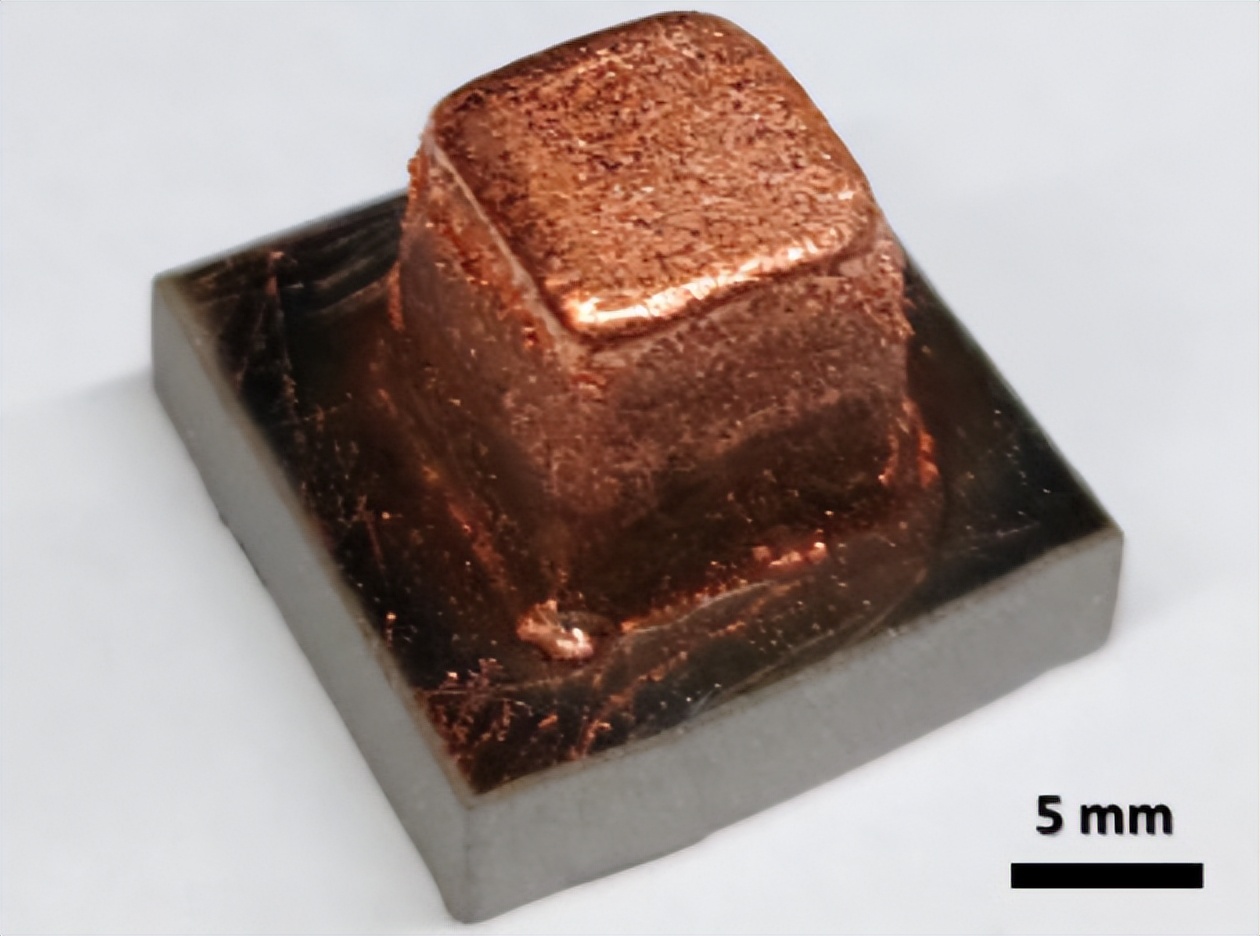
3D科学谷了解到加州大学圣地亚哥分校论文使用的纯度为 99 + % 的气雾化铜粉由 Oerlikon-欧瑞康提供。样品是在定制的 Formalloy L221 送粉 DED 系统中制造的,该系统配备了 650 W Nuburu AO-650 蓝色激光器,波长为 450 nm,光斑尺寸为 1 mm,在充满氩气的惰性气体中氧气含量保持在 5 ppm 以下的腔室。激光器和相关的光学器件安装在一个带有 z 轴运动的面板上。基板固定在水冷 X-Y 定位台上。在这项工作中,使用了厚度为 12.7 mm 的 152 mm × 152 mm 的304不锈钢基板。
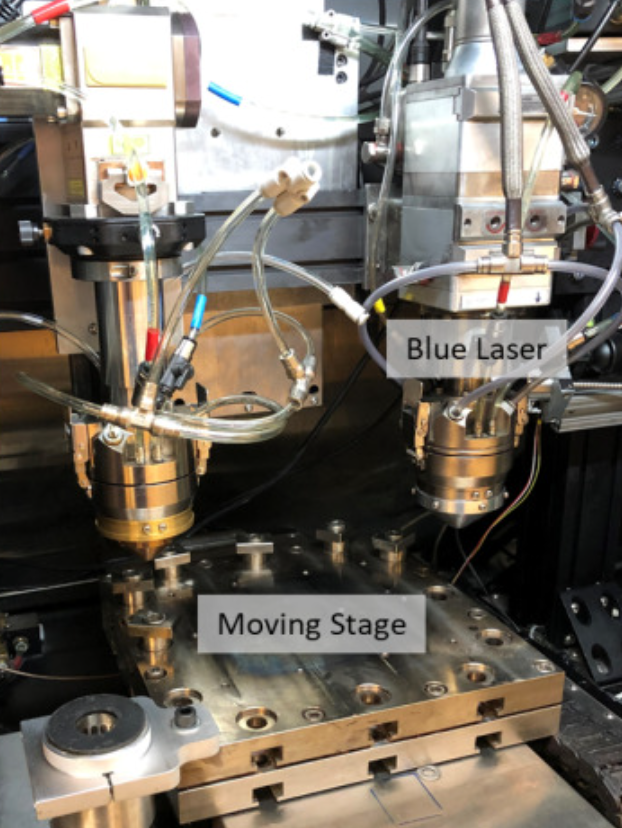
所有样品均使用 1000 毫米/分钟的激光扫描速度(每层扫描旋转 90°)和大约 3.0 克/分钟的粉末进料速率制造。构建了尺寸为 10 × 10 × 10 mm和 20 × 20 × 20 mm的样品,随后通过水射流切割从基板上移除。
3D科学谷了解到加州大学圣地亚哥分校目前的工作表明,蓝色激光的送粉DED定向能量沉积工艺加工纯铜,通过增加激光功率可有效提高密度,但会在构建中产生更高程度的纹理和晶粒柱状度。
另一方面,增加扫描重叠具有减少纹理和晶粒柱状度的好处,同时提高零件密度。
在相同的加工参数下,将构建体积从标准的 1000 立方毫米增加到 8000 立方毫米会导致密度降低,但质地和颗粒均匀性有所改善。
下一步的发展包括为了使更大、完全致密的铜部件或其他低蓝光反射率金属的激光增材制造成为可能,或减少纹理化和不均匀的晶粒形态,预计业界将努力生产更高功率的蓝色激光器。
封面来源于图虫创意

“本文由新材料在线®平台入驻媒体号3D科学谷提供,观点仅代表作者本人,不代表本网站及新材料在线®立场,本站不对文章内容真实性、准确性等负责,尤其不对文中产品有关功能性、效果等提供担保。本站提醒读者,文章仅供学习参考,不构成任何投资及应用建议。如需转载,请联系原作者。如涉及作品内容、版权和其它问题,请与我们联系,我们将在第一时间处理!本站拥有对此声明的最终解释权。”