设置登录密码
*密码
*确认密码
完善信息
*真实姓名
*公司名称
*您的职位
城市
*邮箱
*主营产品
*行业
企业类型
材质
功能







来源:材料科学与工程|
发表时间:2022-11-11
点击:9078
将铝引入钢制车身是生产轻型汽车的重要措施。电阻点焊(RSW)是一种熔焊工艺,由于其快速、高效、廉价、易于机械化和自动化,以及产生良好的焊接表面质量,因此广泛用于汽车车身焊接组件和汽车零件的生产。尽管RSW在汽车制造质量中起着至关重要的作用,但其在铝合金和钢的连接中的应用具有挑战性,并存在两个难题:(1)铝合金和钢材差异较大的热物理性质,如熔点、导热率和线膨胀系数,是焊接后接头上显著应力的来源,增加了接头的开裂敏感性;(2) 在电阻引起的热量影响下,铝合金和钢在点焊界面形成一系列金属间化合物(IMC),使后者极为脆弱。
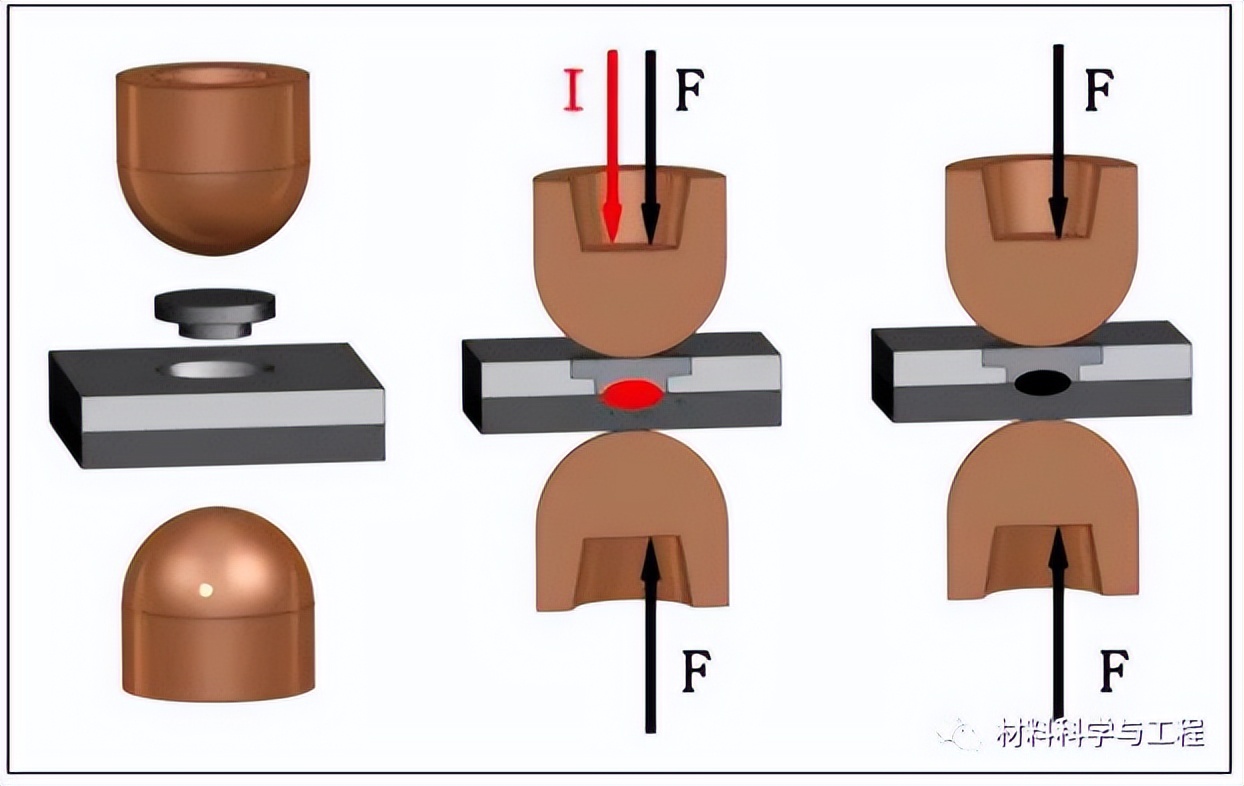
相比之下,电阻元件焊接(REW)工艺将接头的主要承载部分转换为相同材料的连接,有效地避免了容易发生不同金属直接RSW的硬脆相问题。支承区域变成由钢铆钉和钢板形成的熔核,从而改善接头的机械性能。这使得REW工艺成为轻质材料的异种金属连接的合适方法。
来自湖北工业大学的研究人员采用带隐蔽铆钉盖(Q235)的电阻元件焊连接了DP780双相钢和5052铝合金。使用光学显微镜和扫描电子显微镜观察了宏观形貌和微观结构。还测试了接头的机械性能。结果表明,在Q235/Al界面形成的金属间化合物(IMC)为FeAl3,而在DP780/Al界面形成的IMC为Fe2Al5和FeAl3。埋头铆钉REW接头在拉伸剪切力作用下的断裂模型有三种:界面断裂模型、熔合拉拔断裂模型和热影响区断裂模型。在18kA的焊接电流下,观察到熔核拔出失效模式,并获得了接头的最佳力学性能。接头的抗剪强度可达5712 N。
相关成果以题为Microstructural and mechanical characterization of steel-DP780/Al-5052 joints formed using resistance element welding with concealed rivet cover发表在Composites and Advanced Materials期刊上。
图1 电阻元件焊接(REW)工艺示意图
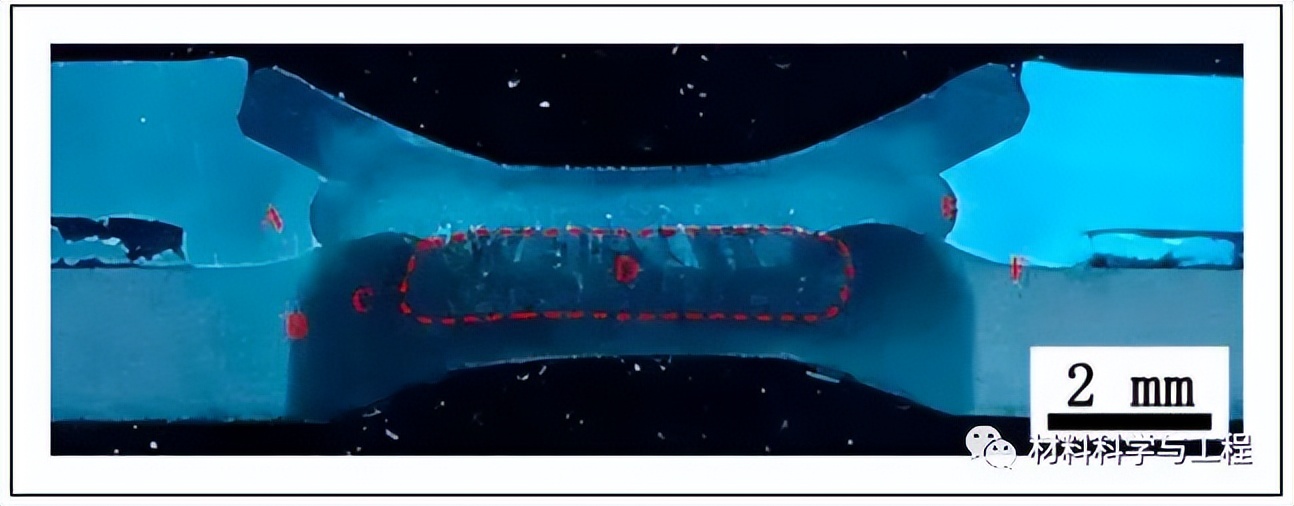
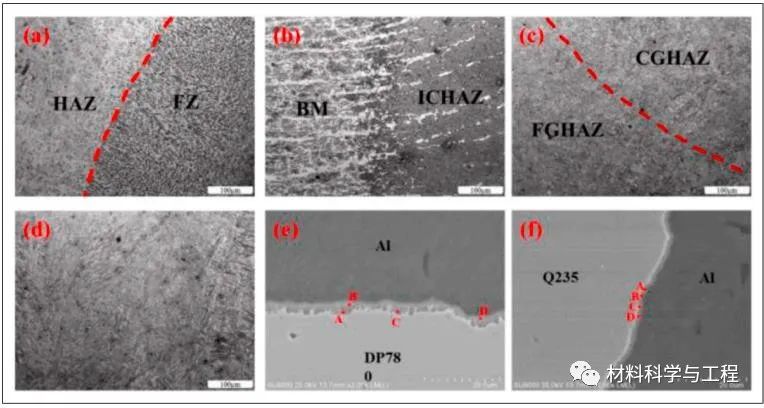
图2 接头的光学电镜图
图3 接头的SEM显微组织
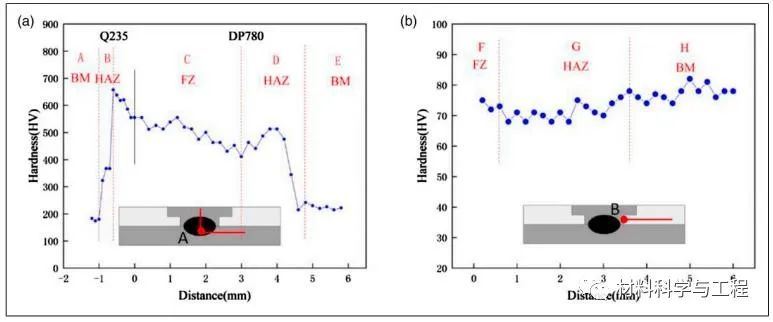
图4 接头的显微硬度分布
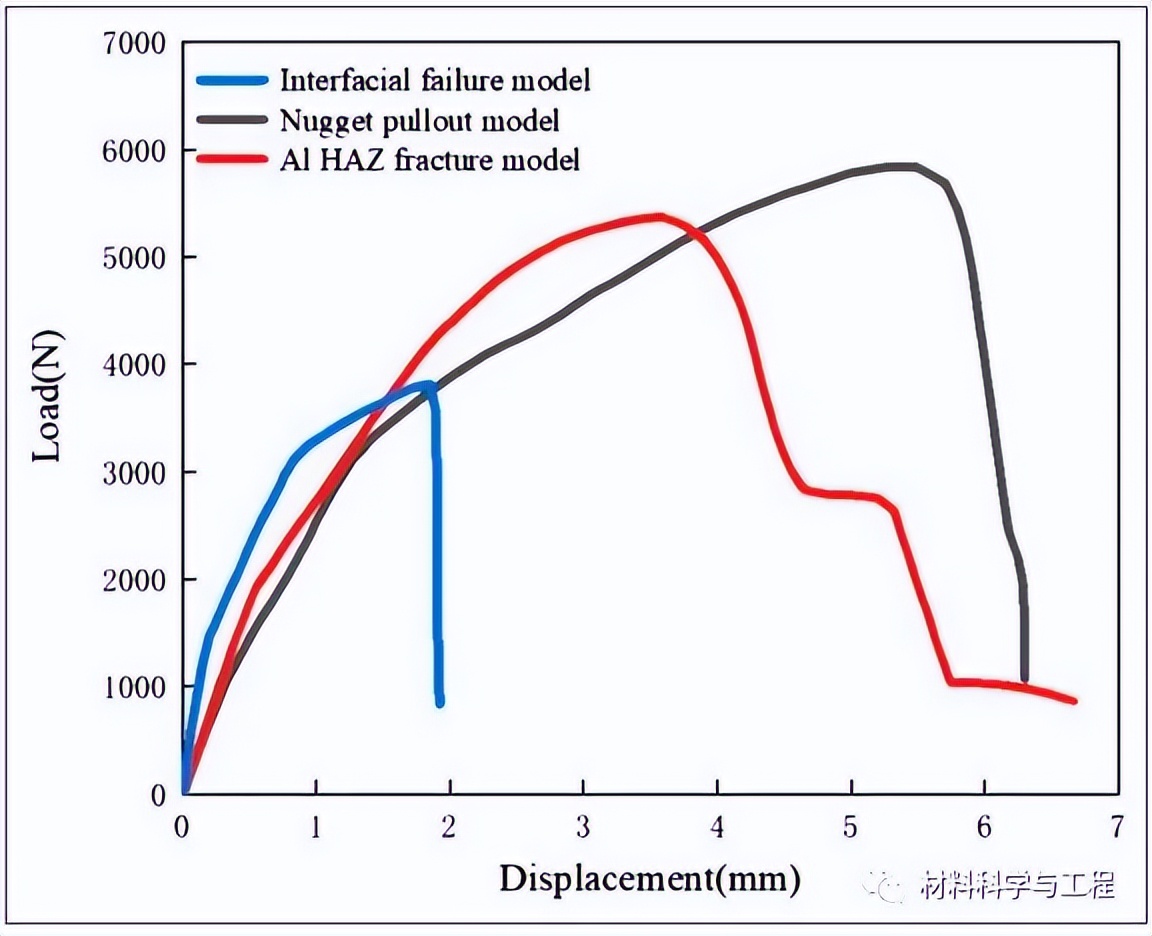
图5 接头的力-加载曲线
总的来说,本文采用埋头铆钉的REW工艺实现了2mm厚的5052铝合金材料和DP780双相钢之间的可靠连接。在18 kA、15次循环和0.3 MPa的优化焊接参数下,IMC形成DP780/Al合金为Fe2Al5和FeAl3,Q235铆钉/Al合金形成的IMC为FeAl3。在18kA的焊接电流下,接头的峰值载荷随着熔核直径的增加而增加。然而,在18kA以上,接头的峰值载荷随着铝HAZ的平均硬度和铝板的承载面积的减小而减小。在14kA的焊接电流下,失效模式表现为界面失效模式;在14至18kA之间,它表现为熔核断裂模式;在18kA以上,表现为铝热影响区断裂模式。

“本文由新材料在线®平台入驻媒体号材料科学与工程微信公众号提供,观点仅代表作者本人,不代表本网站及新材料在线®立场,本站不对文章内容真实性、准确性等负责,尤其不对文中产品有关功能性、效果等提供担保。本站提醒读者,文章仅供学习参考,不构成任何投资及应用建议。如需转载,请联系原作者。如涉及作品内容、版权和其它问题,请与我们联系,我们将在第一时间处理!本站拥有对此声明的最终解释权。”